©�����������˾
2005 ��ҵ��Ϣ |
| ҺѹAGCϵͳ | ||||||||||||||||||||||||||||||||||||||||
| �������˾Ϊ��������������ơ����ɡ���װ������ҺѹAGC���Զ��������ϵͳ�� | ||||||||||||||||||||||||||||||||||||||||
| 1. AGC-Nϵͳ | ||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||
�������˾������ҺѹAGC-Nϵͳ������ǰ����������������3�ֿ���ģʽ�Ķ�̬��Ȩ���㷽ʽ���������ڲ���ǵ���������ڡ����ں���źź������ڲ����ǵ���������ڡ������ٶ��ź�ת��Ϊ������������ڵĿ����źţ��Զ�����Һѹ�ŷ�ϵͳ����ѹ�»���������ʵ�ֹ���ľ�ȷ���ƣ����ϲ�Ʒ�ĺ�Ⱦ��ȡ� AGC-Nϵͳ�����ڲ�Ʒ�ĺ�ȡ�0.4mm���������顣 |
||||||||||||||||||||||||||||||||||||||||
2. AGC-Cϵͳ |
||||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||||
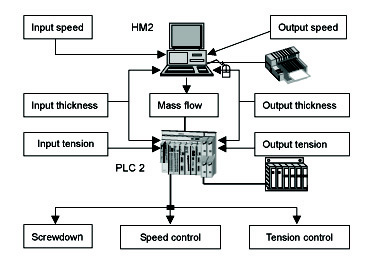
�������˾������ҺѹAGC-Cϵͳ������AGC-Nϵͳ�Ļ����ϣ�������������ڡ����������źţ��ھ�ȷ���ƹ����ͬʱ������������ڡ������������������Ӷ���һ����߲�Ʒ�ĺ�Ⱦ��ȡ� AGC-Nϵͳ�����ڲ�Ʒ�ĺ�ȡ�0.5mm���������顣 |
||||||||||||||||||||||||||||||||||||||||
| 3. ����� | ||||||||||||||||||||||||||||||||||||||||
�������˾�Ƽ����в������ΪҺѹAGCϵͳ�IJ���Ԫ���� |
||||||||||||||||||||||||||||||||||||||||
|
||||||||||||||||||||||||||||||||||||||||